







Ang plastik nga hulmahan usa ka himan nga gipares sa mga makina sa paghulma sa plastik sa industriya sa pagproseso sa plastik aron mahatagan ang mga produkto sa plastik og kompleto nga pagkahan-ay ug tukma nga gidak-on. Sumala sa lainlaing mga pamaagi sa paghulma, kini mahimong bahinon sa lainlaing mga klase sa hulmahan.
1. Taas nga gipalapdan nga polystyrene molding die
Kini usa ka matang sa agup-op nga naggamit ug expandable polystyrene (materyal nga bead nga gilangkoban sa polystyrene ug foaming agent) nga hilaw nga materyales aron maporma ang mga materyales sa pagputos nga foam sa lain-laing gitinguha nga mga porma.
Ang prinsipyo mao nga ang expanded polystyrene mahimong ipaalisngaw sa molde, lakip ang duha ka klase sa simple nga manual operation molds ug hydraulic straight-through foam plastic molds, nga kasagarang gigamit sa paghimo og mga produkto sa pagputos para sa mga produktong industriyal. Ang mga materyales sa paghimo sa maong mga molde mao ang cast aluminum, stainless steel, bronze, ug uban pa.
2. Agup-op sa kompresyon
Apil ang compression molding ug injection molding, duha ka klase sa structural mold. Kini usa ka klase sa molde nga kasagarang gigamit sa paghulma sa mga thermosetting plastic, ug ang ilang katugbang nga kagamitan mao ang press molding machine.
Pamaagi sa paghulma sa kompresyon Sumala sa mga kinaiya sa plastik, ang hulmahan gipainit hangtod sa temperatura sa paghulma (kasagaran 103°108°), dayon ang gisukod nga pulbos sa paghulma sa kompresyon gibutang sa lungag sa hulmahan ug sa lawak sa pagpakaon, ang hulmahan gisirhan, ug ang plastik gipainit ubos sa taas nga kainit ug taas nga presyur. Mohumok ang lapot nga agos, mogahi ug moporma human sa usa ka piho nga yugto sa panahon, ug mahimong gitinguha nga porma sa produkto.
Ang kalainan tali sa injection molding ug compression molding kay walay lahi nga feeding chamber. Ang molde gisirado una sa dili pa i-molding, ug ang plastik gipainit pag-usab sa feeding chamber ug nahimong viscous flow state. Ubos sa aksyon sa pressure, kini gi-adjust ug gipislit ngadto sa molde cavity aron mogahi ug maporma.
Ang compression mold kasagaran gilangkoban sa cavity, feeding cavity, guiding mechanism, ejecting parts, heating system, ug uban pa. Ang injection mold kay kaylap nga gigamit sa pagputos sa mga electrical component. Ang mga materyales nga gigamit sa paggama sa compression mold parehas ra sa injection mold.
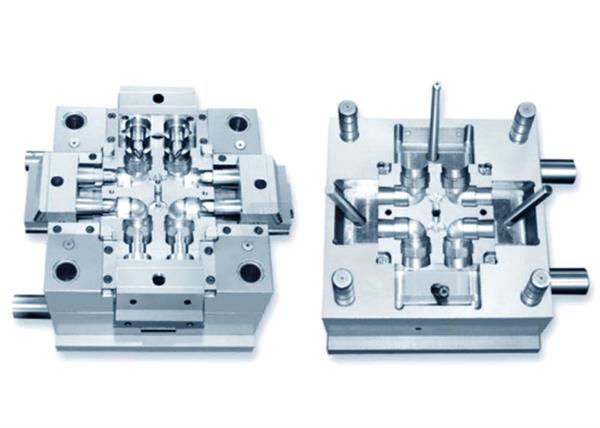
3. Agup-op sa iniksyon
Kini kasagaran usa ka molde sa paghulma nga kasagarang gigamit sa paghimo og mga thermoplastic nga parte. Ang kagamitan sa pagproseso nga katumbas sa injection mold mao ang injection molding machine. Ang plastik unang gipainit ug gitunaw sa heating barrel sa ubos sa injection molding machine. Ubos sa pagduso sa plug, kini mosulod sa lungag sa molde pinaagi sa nozzle sa injection molding machine ug sa sistema sa pagbubo sa molde, ug ang plastik gipabugnaw ug gipagahi aron maporma, ug ang produkto makuha pinaagi sa demolding.
Ang istruktura niini kasagaran gilangkoban sa mga parte sa pagporma, sistema sa pagbubo, mga parte sa paggiya, mekanismo sa pagduso, sistema sa pag-regulate sa temperatura, sistema sa tambutso, mga parte sa pagsuporta ug uban pang mga parte, ug kini hinimo sa plastik nga asero nga molde. Ang proseso sa injection molding kasagaran angay lamang alang sa paghimo og mga thermoplastic nga produkto. Ang mga plastik nga produkto nga gihimo sa proseso sa injection molding kay daghan kaayo. Gikan sa adlaw-adlaw nga mga panginahanglanon hangtod sa lainlaing komplikado nga mga gamit sa kuryente ug mga piyesa sa awto, silang tanan giporma gamit ang mga injection molde. Usa sa labing kaylap nga gigamit nga pamaagi sa pagproseso sa paghimo og mga plastik nga produkto.
4. Humol sa paghuyop
Usa ka hulmahan nga gigamit sa pagporma sa mga plastik nga sudlanan nga haw-ang nga produkto (sama sa mga botelya sa ilimnon, mga produktong kemikal sa adlaw-adlaw ug uban pang mga sudlanan sa pagputos). Ang porma sa blow molding kasagaran naglakip sa extrusion blow molding ug injection molding sumala sa prinsipyo sa proseso. Ang prinsipyo kasagaran naglakip sa extrusion blow molding, injection blow molding, injection extension blow molding (kasagarang nailhan nga injection stretch blow), multi-layer blow molding, sheet blow molding, ug uban pa. Ang kagamitan nga katumbas sa blow molding sa mga haw-ang nga produkto kasagaran gitawag nga plastic blow molding machine, ug ang blow molding angay lamang alang sa paghimo og mga thermoplastic nga produkto. Ang istruktura sa blow mold medyo yano, ug ang mga materyales nga gigamit kasagaran hinimo sa carbon.
5. Ekstrusyon nga mamatay
Usa ka matang sa hulmahan nga gigamit sa paghimo og padayon nga porma nga mga produktong plastik, nailhan usab nga extrusion molding head, kaylap nga gigamit sa pagproseso sa mga tubo, bar, monofilament, plate, film, wire ug cable cladding, profiled materials, ug uban pa.
Ang katugbang nga kagamitan sa produksiyon mao ang usa ka plastik nga extruder. Ang prinsipyo mao nga ang solidong plastik tunawon ug i-plasticize ubos sa mga kondisyon sa pagpainit ug pagtuyok sa tornilyo sa extruder, ug himuon nga parehas nga cross-section sa porma sa die pinaagi sa usa ka die nga adunay piho nga porma. Mga produkto nga padayon nga plastik. Ang mga materyales sa paggama niini kasagaran carbon structural steel, mga himan sa haluang metal, ug uban pa, ug ang pipila ka mga extrusion die gihaklapan usab og mga materyales nga dili madaot sama sa diamante sa mga bahin nga kinahanglan nga dili madaot.
Ang proseso sa extrusion kasagaran angay lamang alang sa paghimo og mga thermoplastic nga produkto, nga lahi kaayo sa istruktura sa mga injection mold ug compression mold.
6. Agup-op sa paltos
Usa ka hulmahan nga naggamit ug mga plastik nga plato ug mga palid isip hilaw nga materyales aron maporma ang pipila ka mas simple nga mga produktong plastik. Sa kaso sa pagpahumok, kini gi-deform ug gilakip sa lungag sa hulmahan aron makuha ang gitinguha nga gihulma nga produkto, nga panguna nga gigamit sa paghimo sa pipila ka adlaw-adlaw nga panginahanglan, pagkaon ug mga produkto sa pagputos sa dulaan.
Oras sa pag-post: Pebrero 12, 2022